In chemical processing, a simple leak can become a costly, dangerous, or even catastrophic event. From corrosive acids to alkaline solutions and organic solvents, chemical environments push equipment to its limits. Among the critical components exposed to these harsh conditions, seals often bear the brunt of the challenge. Traditional materials and designs frequently fail, leading to leakage, downtime, or chemical contamination.
But what if we approached chemical sealing not just as a containment problem, but as a materials science and design innovation challenge? By integrating advanced polymers, hybrid composites, and intelligent design strategies, modern engineers are creating seals that can survive—and even thrive—in extreme chemical environments.

1. Why Standard Seals Fail in Chemical Environments
Conventional elastomeric seals, such as nitrile rubber or neoprene, often degrade rapidly when exposed to strong acids, alkalis, or aggressive solvents. Common failure mechanisms include:
- Swelling: The seal absorbs chemicals, expanding and losing contact pressure.
- Cracking: Chemical attack breaks down molecular chains, leading to brittle surfaces.
- Softening: High temperatures combined with chemical exposure reduce elasticity, causing leakage.
These failures highlight that chemical compatibility is not optional—it is the foundation of seal design.
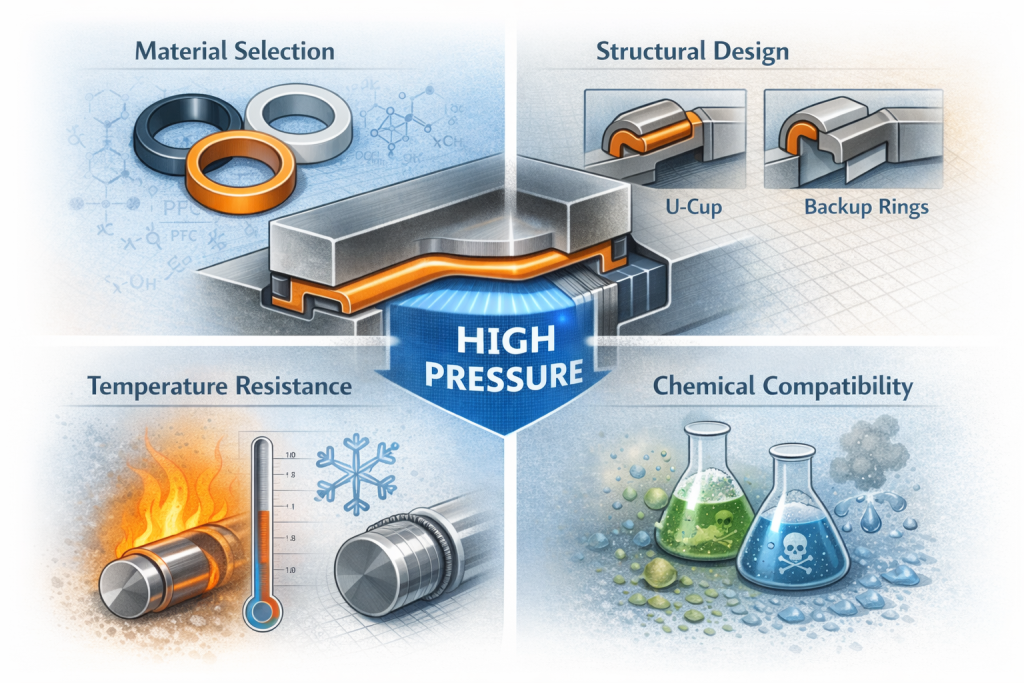
2. Advanced Material Strategies
Modern chemical-resistant seals leverage high-performance materials that combine chemical stability, mechanical strength, and temperature tolerance. Key examples include:
- Perfluoroelastomers (FFKM): Ideal for highly corrosive or high-temperature applications, FFKM resists aggressive solvents and acids while maintaining elasticity.
- Fluoroelastomers (FKM): Widely used in chemical processing, FKM provides a balance of chemical resistance, temperature stability, and cost-effectiveness.
- PTFE and PFA: These thermoplastics offer excellent chemical inertness and low friction, suitable for static seals or dynamic seals with low-speed sliding.
- Hybrid composites: Combining elastomers with rigid polymer or metal reinforcement increases extrusion resistance and extends service life.
Each material must be selected based on the specific chemical environment, temperature range, and mechanical load conditions.
3. Structural Innovations for Corrosion Resistance
Material alone is not enough; intelligent design can prevent premature failure. Engineers are now exploring innovative seal geometries and support mechanisms:
- Double-lip designs: Provide a secondary barrier in case the primary lip is compromised.
- Spring-energized seals: Maintain consistent contact pressure across temperature fluctuations, minimizing leakage.
- Back-up rings and anti-extrusion features: Prevent deformation under high pressure, a common cause of chemical penetration in dynamic systems.
These designs effectively turn the seal from a passive barrier into an active component of chemical containment.
4. Surface Engineering and Coatings
Surface treatments can dramatically improve chemical resistance. For example:
- Fluoropolymer coatings: Reduce friction, prevent chemical adherence, and minimize wear in dynamic seals.
- Ceramic or metal thin-film coatings: Protect against highly aggressive chemicals in extreme temperature applications.
By combining the right base material with a targeted surface coating, engineers can create seals capable of surviving environments that would destroy traditional rubber or elastomeric seals in weeks.
5. Predictive Design Through Simulation
Modern chemical seal design increasingly relies on predictive simulation. Finite element analysis (FEA) allows engineers to model:
- Stress distribution under pressure
- Deformation due to chemical swelling
- Thermal expansion and contraction
- Interaction with backup rings and housings
These simulations reduce trial-and-error in material selection and geometry, allowing for optimized designs before a single prototype is manufactured.
6. Case Study: Sealing in Acidic Reactors
In an industrial acidic reactor, a conventional FKM seal failed after three months due to swelling and surface cracking. By switching to a spring-energized FFKM seal with a PTFE coating and incorporating anti-extrusion backup rings, the replacement system has operated for over two years without leakage. This example demonstrates that combining advanced materials, smart structural design, and surface engineering can achieve unprecedented chemical resistance.
7. Beyond Durability: Safety and Environmental Impact
Reliable chemical seals are not just about performance—they are critical for safety and environmental protection. Seals that fail in chemical plants can lead to hazardous leaks, environmental contamination, and regulatory violations. High-performance corrosion-resistant seals reduce downtime, protect workers, and lower the overall environmental footprint of chemical operations.
Conclusion: Rethinking Seals as Smart Engineering Solutions
The future of chemical-resistant sealing lies in rethinking the seal as an engineered system rather than a passive component. By combining advanced materials, innovative geometries, surface engineering, and predictive simulations, engineers can create seals that withstand the harshest chemical environments, enhance operational safety, and improve system reliability.
In an era of increasingly aggressive chemical processes and stricter environmental regulations, investing in high-performance seal design is not just smart engineering—it is essential industrial strategy.