Polytetrafluoroethylene (PTFE) seals are widely used in chemical processing industries due to their exceptional chemical resistance, low friction, and high-temperature tolerance. Proper sealing is critical in chemical systems to prevent leakage, ensure operational safety, and maintain equipment efficiency.
1. Why PTFE Seals Are Preferred in Chemical Processing
PTFE offers several advantages over traditional elastomer seals:
• Chemical Inertness – Resistant to acids, alkalis, solvents, and aggressive chemicals
• Wide Temperature Range – Operates from -200°C to 260°C depending on design
• Low Friction Coefficient – Reduces wear and energy loss in dynamic applications
• Non-Contaminating – Ideal for high-purity processes and hygienic systems
• Long Service Life – Less prone to swelling, deformation, or hardening compared to rubber
These properties make PTFE seals suitable for pumps, valves, mixers, and reactors in chemical plants.
2. Common PTFE Seal Types in Chemical Equipment
O-Rings
Used for static sealing in flanges, connectors, and reactors. Offers excellent chemical compatibility and temperature resistance.
Gland Packing & Lip Seals
Applied in rotary shafts, pumps, and mixers to minimize leakage under dynamic conditions.
Custom PTFE Seals
Engineered designs, such as U-cups or V-rings, address specific pressure, temperature, and motion requirements.
Composite PTFE Seals
Reinforced with fillers like glass or carbon to enhance wear resistance and mechanical strength.
3. Key Industrial Applications
Centrifugal Pumps
PTFE seals prevent leakage of corrosive fluids while accommodating high-speed rotary motion.
Valves and Actuators
Static and dynamic sealing ensures safe control of chemicals and prevents cross-contamination.
Reactors and Pressure Vessels
High-purity sealing maintains integrity under extreme temperatures and pressures.
Mixers and Agitators
Dynamic PTFE seals reduce friction and wear in rotating equipment handling aggressive media.
Piping Systems
PTFE O-rings and flange seals ensure leak-free connections in chemical distribution networks.
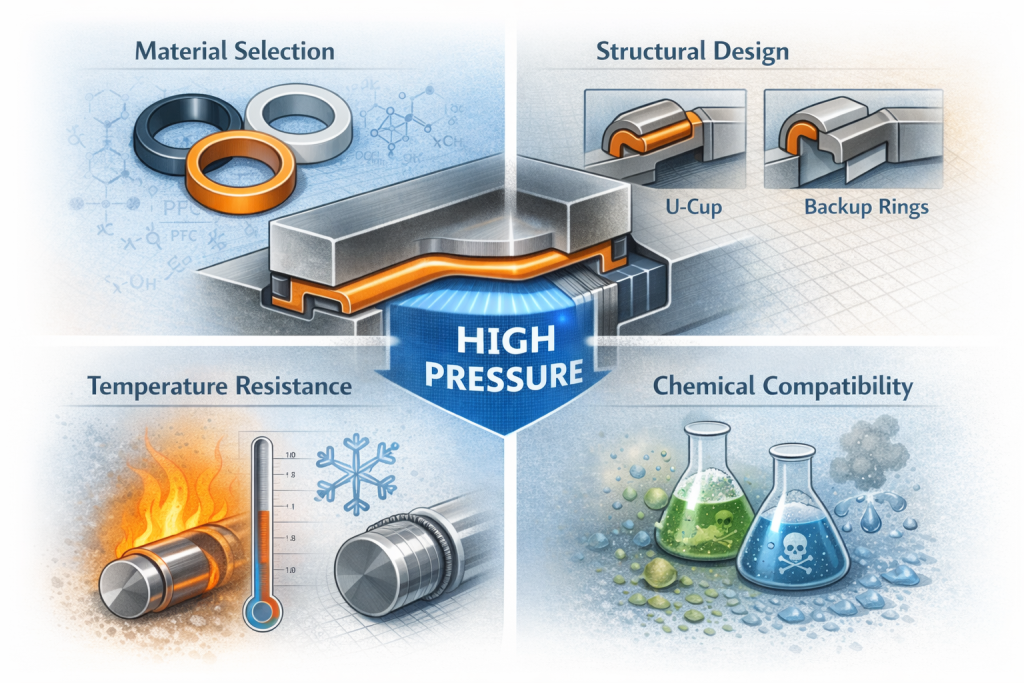
4. Design Considerations for PTFE Seals
- Temperature and Pressure Rating – Select the grade and design suitable for operating conditions
- Tương thích hóa học – Confirm resistance to all fluids in the system
- Dynamic vs. Static Use – Choose the proper seal type based on motion requirements
- Reinforcement and Fillers – Improve wear resistance and reduce cold flow in high-pressure systems
- Surface Finish of Mating Parts – PTFE performs best against smooth, well-finished surfaces to prevent extrusion or leakage
5. Advantages Over Elastomer Seals
- Superior chemical and thermal resistance
- Reduced maintenance and longer service life
- Suitable for ultra-pure and sterile processes
- Lower friction improves energy efficiency and reduces wear
- Compatible with aggressive solvents that degrade standard rubber seals
6. Maintenance and Inspection Tips
- Inspect seals periodically for wear, cold flow, or cracks
- Ensure correct installation to prevent extrusion or misalignment
- Replace seals at the first sign of leakage to avoid process contamination
- Use compatible lubricants to facilitate assembly without compromising chemical resistance
Kết luận
PTFE seals play a vital role in the chemical processing industry, providing reliable, long-lasting sealing under challenging conditions. Their chemical inertness, temperature tolerance, and low friction properties make them ideal for pumps, valves, reactors, and piping systems. Selecting the right PTFE seal design and implementing proper installation and maintenance practices ensures process safety, efficiency, and cost-effective operation in industrial chemical applications.