In the chemical processing industry, seal failure is not just a maintenance issue—it can result in hazardous leaks, environmental contamination, unplanned shutdowns, and regulatory penalties. Selecting the correct sealing material requires a systematic evaluation of chemical compatibility, temperature, pressure, and mechanical stress conditions.
This guide provides practical, experience-based recommendations to help engineers and procurement specialists choose reliable sealing materials for demanding chemical environments.

1. Why Seal Material Selection Is Critical in Chemical Plants
Chemical processing systems operate under:
- High pressure
- Elevated or fluctuating temperatures
- Aggressive acids, solvents, and alkalis
- Abrasive slurries
- Continuous operation cycles
Incorrect seal material selection may lead to:
- Swelling or shrinkage
- Chemical degradation
- Loss of elasticity
- Cracking or hardening
- Rapid leakage
Proper material matching ensures long-term equipment reliability and plant safety.
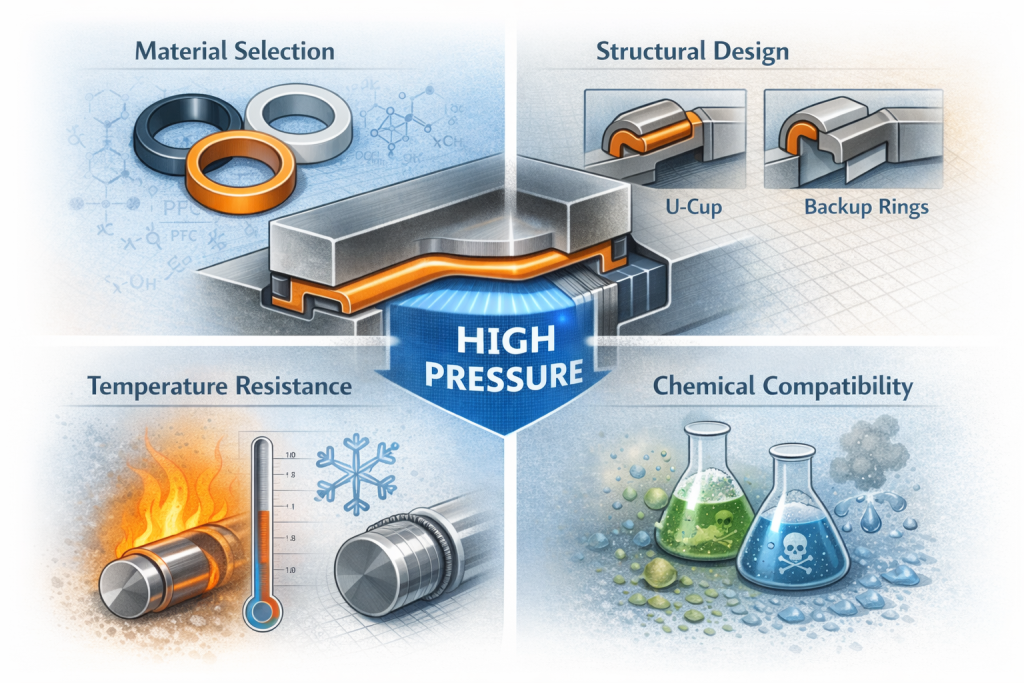
2. Key Factors in Seal Material Selection
2.1 Chemical Compatibility
The primary consideration is resistance to the process fluid. Seal materials must resist:
- Strong acids (e.g., sulfuric, hydrochloric)
- Organic solvents
- Aromatic hydrocarbons
- Oxidizing agents
- Caustic solutions
Chemical compatibility charts and laboratory testing data should always be consulted before final selection.
2.2 Temperature Range
Excessive heat accelerates material aging. Low temperatures may cause brittleness.
- Continuous operating temperature
- Temperature spikes
- Thermal cycling frequency
Material performance must be evaluated under both steady-state and transient conditions.
2.3 Pressure & Mechanical Load
High-pressure pumps and valves require materials with:
- Good compression set resistance
- Structural stability
- Adequate tensile strength
Dynamic sealing applications (rotating shafts) require low friction and wear resistance.
3. Common Seal Materials in Chemical Processing
Below are widely used materials in pumps, valves, and flanged connections:
NBR (Nitrile Rubber)
Advantages:
- Good resistance to petroleum-based oils
- Cost-effective
- Suitable for moderate temperatures
Limitations:
- Poor resistance to strong acids and ozone
- Limited high-temperature capability
Typically used in oil-transfer systems rather than aggressive chemical reactors.
FKM (Fluoroelastomer)
Advantages:
- Excellent resistance to hydrocarbons, acids, and solvents
- High temperature tolerance (up to ~200°C)
- Good compression set resistance
Widely used in chemical pumps, valves, and mechanical seals handling corrosive fluids.
EPDM (Ethylene Propylene Diene Monomer)
Advantages:
- Excellent resistance to water, steam, and mild chemicals
- Good weathering and ozone resistance
Limitations:
- Not suitable for petroleum oils or hydrocarbon solvents
Common in water treatment and certain acid environments.
PTFE (Polytetrafluoroethylene)
PTFE is one of the most chemically resistant sealing materials available.
Advantages:
- Enastående kemisk beständighet
- Wide temperature range (-100°C to 260°C)
- Low friction coefficient
Limitations:
- Lower elasticity
- Requires proper mechanical support
Frequently used in gaskets, valve seats, and aggressive chemical processing systems.
Graphite Seals
Graphite offers excellent high-temperature performance and chemical resistance.
Advantages:
- Withstands extreme temperatures
- Good sealing under high pressure
- Suitable for steam and aggressive chemicals
Often used in refinery and reactor systems.
4. Static vs Dynamic Sealing Considerations
Static Applications
Examples: Flange gaskets, tank covers
Key properties:
- Chemical stability
- Compression recovery
- Surface conformity
Dynamic Applications
Examples: Pump shafts, agitators
Key properties:
- Wear resistance
- Low friction
- Heat dissipation
- Elastic recovery
Material selection must reflect whether the seal operates under motion or remains stationary.
5. Failure Analysis: Common Causes in Chemical Plants
Field investigations show typical seal failures occur due to:
- Chemical swelling from incompatible elastomers
- Hardening caused by thermal aging
- Extrusion under high pressure
- Improper installation
- Surface roughness mismatch
Root cause analysis often reveals that material selection was based solely on cost rather than full chemical compatibility evaluation.
6. Industry Standards and Compliance
Seal materials in chemical facilities must comply with safety and performance standards such as those referenced by:
- ISO
- ASME
- API
Following standardized material selection and testing procedures enhances plant safety and regulatory compliance.
7. Total Cost of Ownership (TCO) Perspective
Low-cost seal materials may reduce initial procurement cost but increase:
- Maintenance frequency
- Production downtime
- Environmental risk
- Safety exposure
In chemical processing, selecting high-performance materials such as FKM, PTFE, or graphite often delivers lower lifecycle cost despite higher upfront investment.
Slutsats
Seal material selection in the chemical processing industry must be systematic, data-driven, and application-specific. Engineers must evaluate:
- Chemical compatibility
- Temperature limits
- Pressure and mechanical load
- Static vs dynamic conditions
- Regulatorisk efterlevnad
A properly selected seal material improves equipment reliability, minimizes leakage risk, and ensures long-term operational safety.
At WONZH Precision Manufacturing, we support chemical industry clients with application-specific sealing solutions backed by engineering consultation, material analysis, and field experience.